 ×
×

Key equipment rooms form the operational backbone of modern infrastructure. Facilities such as substations, power distribution rooms, data centers, laboratories and dangerous goods storage warehouses are densely packed with equipment, pipelines and control systems that must operate reliably under demanding conditions. These environments often involve elevated risks including high voltage, high temperature, high pressure, flammable substances and potential explosion hazards. In such settings precise operation during routine maintenance as well as rapid and accurate response during emergencies is essential to ensuring both personnel safety and system stability.
As operators seek more resilient and dependable safety solutions luminous coatings are gaining recognition as an effective tool for enhancing visibility, guidance and risk control in key equipment rooms. By integrating photoluminescent technology into conventional coating systems, luminous coatings provide continuous visual guidance without relying on external power sources. This capability is particularly valuable in environments where power interruptions, low lighting conditions or smoke may compromise conventional safety signage and lighting systems.
In daily operation and maintenance activities clarity and accuracy are critical. Equipment rooms typically contain numerous switches, terminals, valves and connection points each of which must be identified and operated correctly. Applying luminous coatings to these key operating components allows staff to quickly distinguish between functional elements, even in dimly lit conditions. Equipment numbers, pipeline directions, and control labels rendered in luminous materials remain visible at all times reducing the likelihood of misidentification and operational errors.
Danger warning signs are another important application area for luminous coatings in equipment rooms. Clear warnings such as high voltage danger or do not touch are essential for preventing accidental contact with hazardous equipment. When these warnings are applied using luminous coatings they remain clearly visible during power outages or lighting failures reinforcing safety awareness precisely when risks are highest. This continuous visibility helps protect both experienced technicians and temporary personnel who may be unfamiliar with the layout of the facility.
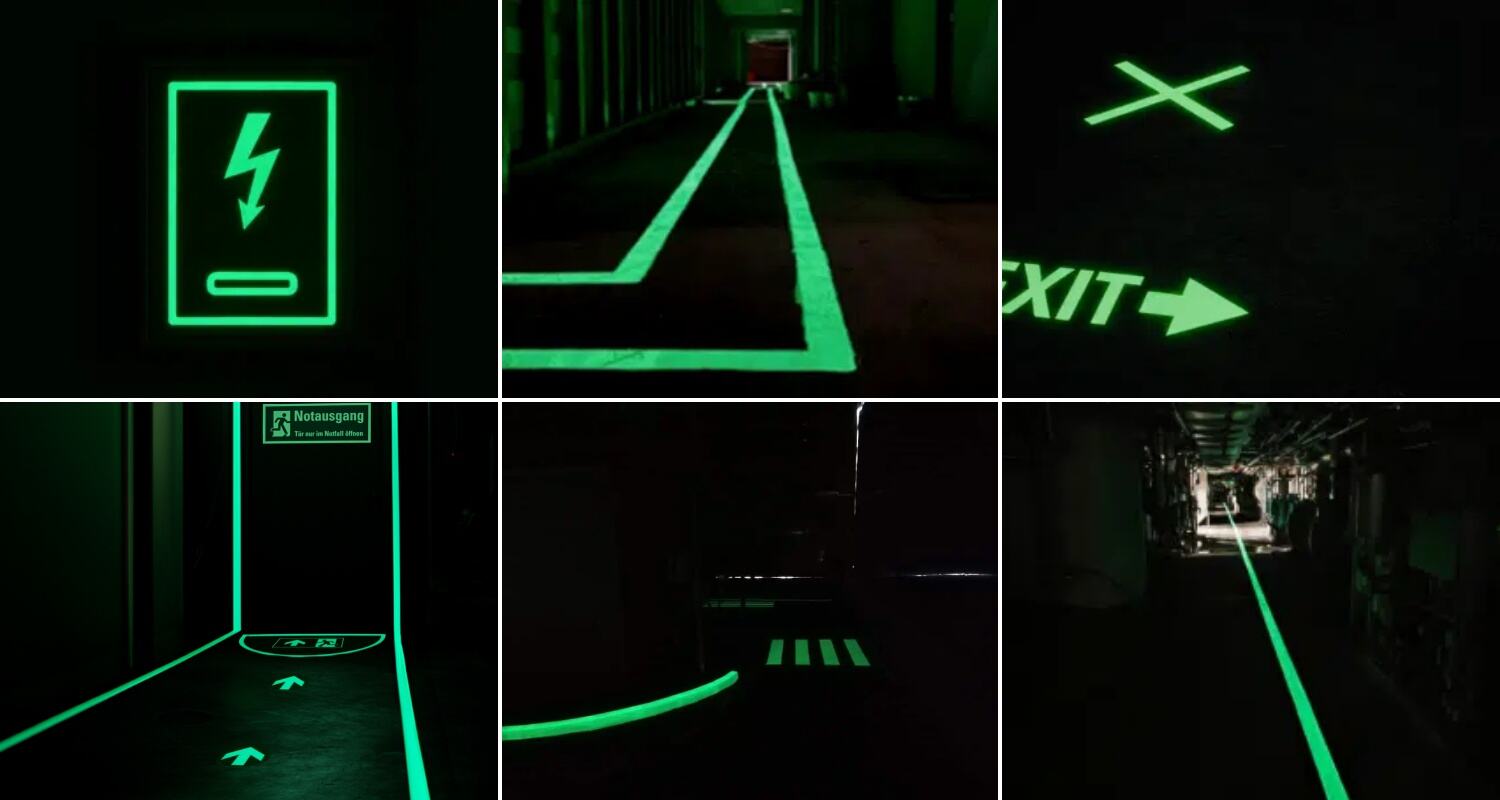
Emergency preparedness is a key concern in high-risk facilities and luminous coatings play a vital role in enhancing emergency response capabilities. In the event of a sudden power outage, fire or equipment failure conventional lighting systems may fail or provide insufficient illumination. Luminous coatings applied to escape routes, floor markings, emergency lighting switches and firefighting equipment locations ensure that critical information remains visible. This allows personnel to locate exits quickly, access emergency controls and respond effectively under pressure.
For operators tasked with troubleshooting equipment faults time is often a decisive factor. Luminous markings on switches, terminals, and pipelines help technicians rapidly identify fault locations and execute corrective actions with greater confidence. By reducing hesitation and improving situational awareness luminous coatings help minimize downtime and prevent secondary incidents caused by delayed or incorrect responses.
The adaptability of luminous coatings makes them particularly well suited to the diverse environments found in key equipment rooms. In some facilities extreme temperatures, corrosive atmospheres or explosive conditions present additional challenges. Specialized luminous coatings can be formulated to withstand high and low temperatures and resist chemical corrosion. These advanced formulations ensure stable luminous performance even in harsh operating conditions maintaining reliability over long service periods.
Data centers and computer rooms present another important application scenario. These facilities require strict environmental control and uninterrupted operation. Even brief power interruptions can disrupt systems and compromise data integrity. Luminous coatings applied to cable trays, power distribution units and emergency shutoff points provide essential guidance during maintenance and emergency situations.
Laboratories and dangerous goods storage warehouses also benefit significantly from the application of luminous coatings. In these settings hazardous chemicals, pressurized containers and sensitive instruments are often present. Clear identification of storage areas, safety equipment and emergency exits are essential for preventing accidents and enabling rapid response. Luminous coatings help staff maintain situational awareness in low light conditions and during emergencies supporting compliance with safety protocols and reducing the risk of exposure or mishandling.
Beyond individual facilities the growing adoption of luminous coatings reflects a broader trend toward proactive and resilient safety design. Rather than relying solely on active systems that require power and regular maintenance organizations are increasingly integrating passive safety measures that remain effective under a wide range of conditions. Luminous coatings complement existing safety infrastructure by providing redundancy and enhancing overall system reliability.
From an economic perspective luminous coatings offer long term value through reduced maintenance requirements and extended service life. Their durability allows them to withstand abrasion, moisture and environmental stress reducing the need for frequent replacement. Because they operate without electricity they contribute to lower operational costs and support energy conservation objectives. These advantages make luminous coatings an attractive option for facility managers seeking to balance safety performance with budget constraints.
The role of luminous coatings extends beyond individual application scenarios. From fire escape routes that protect lives, to safety markings that regulate operations, to rural road guidance that facilitates travel, and now to key equipment rooms that demand precision and reliability, luminous coatings have demonstrated their core value across a wide range of critical environments. Their ability to adapt to different conditions and requirements underscores their versatility as a functional material.
Looking ahead, luminous coatings are poised to become an indispensable component of modern safety and operational systems. By delivering continuous visibility, enhancing precision and supporting rapid response in both routine and emergency situations they offer a practical solution to the complex challenges faced by today’s infrastructure. As industries continue to prioritize safety, resilience, and efficiency, luminous coatings will play an increasingly important role in shaping safer and more reliable operational environments across multiple sectors.
Room 815 And 816, Building 2, Dongfang Mao Commercial Center, Hangzhou, Zhejiang
Copyright © 2026 Hangzhou Junting Luminescence Technology Co., Ltd. All rights reserved.


